FDM 3D-Druck
Technologie · Materialien · Konstruktionstipps · Optimierung
◆ Funktionsprinzip des FDM-Verfahrens
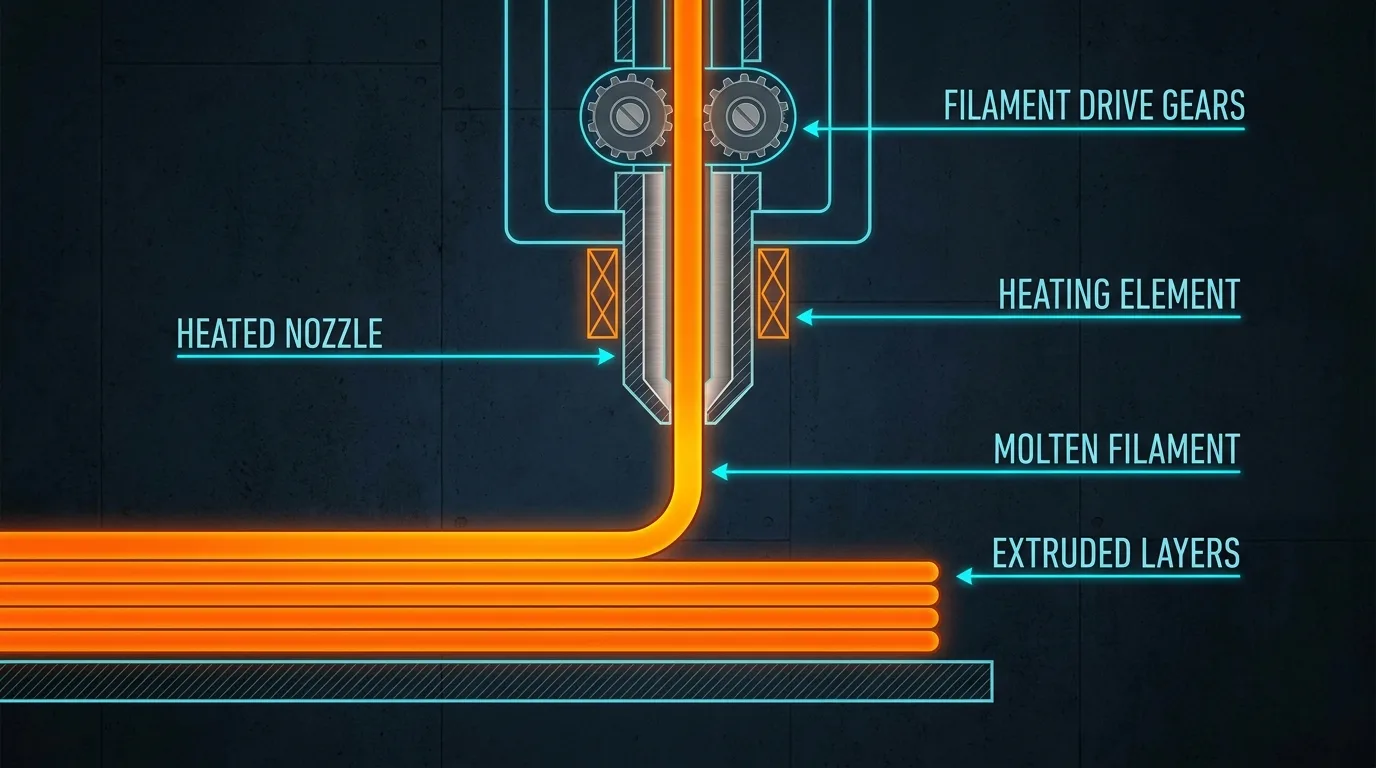
Fused Deposition Modeling (FDM) – auch als FFF (Fused Filament Fabrication) bekannt – ist das weltweit verbreitetste additive Fertigungsverfahren. Ein thermoplastischer Filamentstrang wird durch eine beheizte Düse gefördert, aufgeschmolzen und schichtweise auf einer Bauplattform abgelegt.
- ✓ Vorbereitung: 3D-Modell als STL/3MF exportieren → Slicer-Software berechnet Schichtpfade, Temperatur und Kühlstrategie.
- ✓ Extrusion: Filament (Ø 1,75 mm) wird aufgeschmolzen (180–300 °C) und durch die Düse (0,2–1,0 mm) präzise aufgetragen.
- ✓ Schichtverbund: Jede Schicht wird auf die noch warme Vorgängerschicht gedrückt – Temperatur und Druckgeschwindigkeit bestimmen die Haftung.
- ✓ Abkühlung: Lüfter kühlen das Material lokal, minimieren Fädenbildung und ermöglichen Überhänge.
- ✓ Nachbearbeitung: Stützstrukturen entfernen, Schleifen, Dampfglätten (ASA/ABS) oder Lackieren.
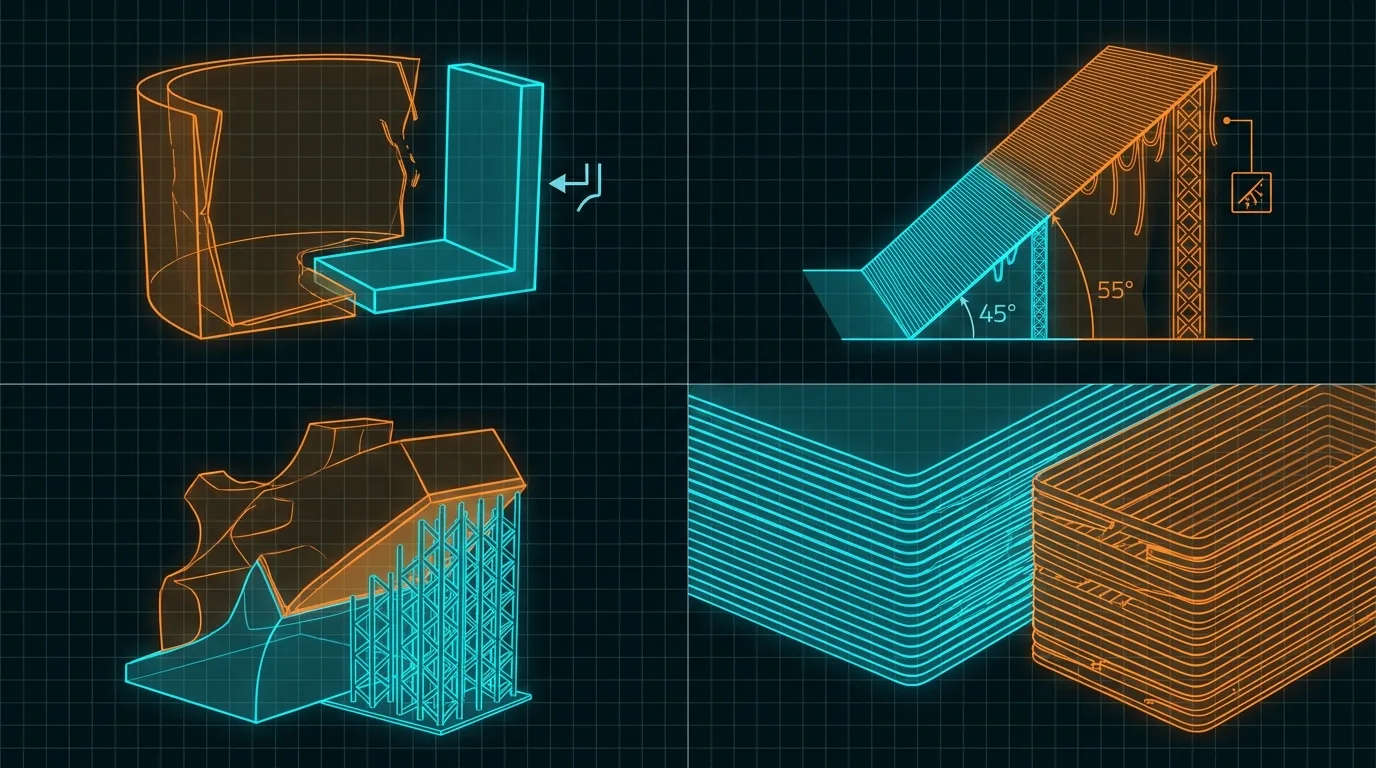
◆ Konstruktionsrichtlinien
⚠ Wandstärken
Minimum: 0,8 mm (2 Wandlinien à 0,4 mm). Für belastbare Teile: 1,2–2,0 mm. Stege unter 0,6 mm vermeiden.
⚠ Überhänge
Bis 45° ohne Stütze. Ab 60° Stützstrukturen erforderlich. Fasen und Rundungen vermeiden scharfkantige Überhänge.
⚠ Stützstrukturen
Linien- oder Gitterförmig. Luftspalt zur Oberfläche: 0,1–0,2 mm. Lösliches Trägermaterial (PVA) für komplexe Geometrien.
⚠ Schichthöhe
Standard: 0,2 mm. Feine Details: 0,1 mm. Max. 80 % des Düsendurchmessers. Erste Schicht: 0,25 mm für bessere Haftung.
⚠ Toleranzen
Typisch: ±0,2–0,3 mm auf 100 mm. Bewegliche Passungen: min. 0,3 mm Spiel. Schwindung: 0,2–0,5 % je nach Material.
⚠ Infill
Standard: 20 % Gitter. Für Festigkeit: 40–60 % Dreieck. Top/Bottom-Layer: 3–5 Schichten für geschlossene Oberflächen.
◆ Materialvergleich

| Eigenschaft | PLA | PETG | TPU | ASA | ABS |
|---|---|---|---|---|---|
| Düsentemperatur | 190–220 °C | 230–260 °C | 210–240 °C | 240–270 °C | 240–260 °C |
| Bettemperatur | 20–60 °C | 60–80 °C | 30–60 °C | 90–110 °C | 90–110 °C |
| Zugfestigkeit | 50–60 MPa | 50–55 MPa | 20–30 MPa | 40–50 MPa | 40–50 MPa |
| Schlagzähigkeit | Niedrig | Mittel | Sehr hoch | Hoch | Hoch |
| Temperaturbeständigkeit | 50–60 °C | 70–80 °C | 70–90 °C | 90–100 °C | 90–105 °C |
| UV-Beständigkeit | Gering | Mittel | Mittel | ★ Hoch | Gering |
| Druckbarkeit | ★ Sehr einfach | Einfach | Mittel | Schwierig | Schwierig |
| Geruch beim Druck | Keiner | Gering | Kaum | Stark | Stark |
| Preis/kg (ca.) | 15–25 € | 20–30 € | 25–45 € | 25–40 € | 18–28 € |
◆ Vor- & Nachteile je Material
PLA
- ✓ Einfachstes Druckmaterial
- ✓ Geruchsneutral, biologisch abbaubar
- ✓ Präzise Details & scharfe Kanten
- ✓ Günstig, viele Farben
- ✗ Spröde bei Schlagbelastung
- ✗ Geringe Wärmebeständigkeit (50 °C)
- ✗ UV-empfindlich
PETG
- ✓ Zäh, schlagfest
- ✓ Chemikalienbeständig
- ✓ Wasserdicht, lebensmittelecht
- ✓ Hervorragende Schichthaftung
- ✗ Starke Fadenbildung
- ✗ Klebt stark an PEI-Platten
- ✗ Schwer zu schleifen
TPU
- ✓ Elastisch & reißfest
- ✓ Öl- & abriebbeständig
- ✓ Ideal für Dichtungen & Dämpfer
- ✗ Langsamer Druck (15–30 mm/s)
- ✗ Direktantrieb erforderlich
- ✗ Schwer zu kleben/lackieren
ASA
- ✓ UV-stabil, witterungsbeständig
- ✓ Hohe Wärmeformbeständigkeit
- ✓ Dampfglättbar (Aceton)
- ✗ Starker Styrolgeruch
- ✗ Gehäuse zwingend nötig
- ✗ Hoher Energieverbrauch
ABS
- ✓ Hohe Festigkeit & Zähigkeit
- ✓ Dampfglätten mit Aceton
- ✓ Industrie-bewährt
- ✗ Starke Schrumpfung → Verzug
- ✗ Gesundheitlich bedenklich
- ✗ Gehäuse zwingend nötig
◆ Optimierungstipps
⚠ Druckbett
→ Vor jedem Druck mit Isopropanol reinigen. PEI-Folie alle 20 Drucke leicht anschleifen (400er Körnung). Für ABS/ASA: 3DLac oder Haarspray dünn auftragen.
⚠ Temperatur & Kühlung
→ Erste Schicht: 5–10 °C wärmer als Standardtemperatur. Lüfter: PLA 100 %, PETG 30–50 %, ABS/ASA 0–10 %. Zu starke Kühlung schwächt die Schichthaftung.
⚠ Geschwindigkeit & Retraction
→ Standard: 40–60 mm/s. TPU: 15–25 mm/s. Retraction: 1–2 mm (Direktantrieb), 4–6 mm (Bowden). Retraction-Speed: 40–60 mm/s.
⚠ Filamentlagerung
→ Unter 20 % Luftfeuchtigkeit lagern. PLA: 45 °C / 4 h trocknen. PETG: 60 °C / 4 h. Nasses Filament zischt beim Druck und bildet Blasen in der Oberfläche.
⚠ Kalibrierung
→ Bett-Nivellierung vor jedem Druck. E-Steps alle 50 Betriebsstunden prüfen. Kaltabzug (Cold Pull) bei Verstopfung: Filament bei 90 °C scharf herausziehen.
Bereit für Ihren ersten Druck?
Laden Sie Ihre STL-Datei hoch und erhalten Sie sofort eine Preisschätzung.
